lsrpf Beyond Failure: How Next-Gen Worm Gear Design Solves the 40% Efficiency Loss in High-Torque Drives
Introduction
In critical drivetrain applications such as industrial robots, heavy-duty conveyor systems, and precision positioning systems, the right angle worm drive is a cornerstone for realizing high torque reductions within a confined space. Unfortunately, engineers always experience a critical problem with this drivetrain type. In general, conventional worm gear sets can only achieve efficiencies of 60% at best. This results in over 40% energy losses in terms of friction and heat dissipation. This problem causes critical overheating issues, resulting in extremely high energy costs and unpredictable premature failures.
The problem is usually misunderstood to be caused by conventional problems such as “material” and “lubrication.” In actual fact, this problem is caused by a fragmented design philosophy that treats the worm gear assembly as two separate parts. In this article, a new design philosophy is introduced that realizes a next-generation worm gear design using a new discipline called “system tribology,” which incorporates aspects such as material science, precision manufacturing, and heat treatment.
Why Does a 5% Improvement in Contact Pattern Efficiency Correspond to a 200% Increase in Gear Life?
The contact pattern, which is visible when the worm and gear teeth are intermeshing, is not merely an assembly check. It is actually the final report card for the overall health and longevity of the gear system. A perfect and central contact pattern that exceeds 60% of the tooth face is critical because it ensures that loads are evenly distributed. A poor contact pattern, on the other hand, results in localized stress concentrations that cause rapid micro-pitting and scuffing. This results in excessive heating and is the primary cause of premature failure in high-torque gear systems.
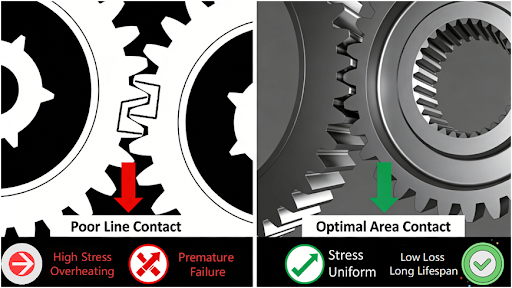
1. From Destructive Line Contact to Optimal Area Contact
The poorly aligned sets are often subject to a“line contact,” which is a concentrated application of force. This causes a high pressure that destroys the oil’s lubricating quality and causes a speedy degradation of the surface. However, through precise worm gear machiningand alignment, this can be changed to a more favorable and expansive “area contact.” This significantly reduces the unit pressure and allows the oil to perform its intended duty. It also evenly spreads the degradation across the entire surface of the tooth, greatly enhancing its lifespan.
2. The Precision Engineering Behind the Pattern
The formation of this optimal pattern is a product of precise and coordinated engineering. For this to be accomplished, it is essential that the worm and gear be cut and assembled as a coordinated set with high lead accuracy and profile tolerance. In addition to this, the housing of the gearbox has to be machined to precise tolerances to ensure proper axial alignment and center distances. It is through this coordination that power transmission can be made possible. A more in-depth look at this can be found in more specialized literature on custom worm gear manufacturing.
3. The Compound Life Extension Effect
The life-enhancing effect is not linear but rather exponential. A mere 5% improvement in contact area and centering can cut localized stress by 20% or more. In fact, according to the fundamental equations for bearing life (the Lundberg-Palmgren theory, modified for gears), life is inversely proportional to stress raised to some very high power. Therefore, a moderate stress reduction can result in a dramatic life extension of 200% or more. This is a very significant reward for precision, and the basic importance of materials is well documented in the authoritative “Metals Handbook” published by ASM International.
Is Hardened Steel Against Bronze Still the Best Choice for Modern, High-Cycle Applications?
The traditional worm and steel gear paired with bronze is a traditional solution that has been used for decades in relatively benign environments. In today’s environment of demanding applications involving shock loads, temperature extremes, and hostile environments, this traditional solution is a critical failure point. A new and improved approach to selecting worm gear materials is needed. This is an “application-driven” solution that goes beyond tradition to select worm gear material pairs based on a holistic evaluation of the environment and performance requirements. This ensures that truly durable custom mechanical parts can be designed.
l Pushing Beyond Tin Bronze: Although phosphor tin bronze ZCuSn10P1 is a good material for embeddability and wear resistance under relatively stable conditions, it does have limitations. Its relatively low strength and fatigue properties make it prone to deformation and cracking under harsh environmental shock loads. In such hostile high-torque transmission systems, a better solution is to select a high-strength aluminum bronze ZCuAl10Fe3 or even a stainless steel for the gear. This solution does require that the worm’s surface treatment also be changed.
l Advanced Material and Surface Engineering Synergy: The best solution is one in which material selection is inextricably tied to surface engineering and heat treatment. In the case of the worm, for example, switching from standard case hardening to an advanced nitriding or nitrocarburizing treatment can produce an ultra-hard surface with very low friction, excellent scuffing resistance, and beneficial compressive residual stresses. In the case of the gear, bi-metallic solutions such as a steel hub with a centrifugally cast bronze rim represent an optimal solution in terms of structural and tribological performance. Such synergy is characteristic of companies with very deep technical expertise in manufacturing.
l The Lubrication and Environment Factor: Material selection is not possible in isolation from lubricants and environments. In particular, some modern synthetic lubricants with extreme pressure additives have been found to be effective in certain situations. In environments where dust and moisture are problems, materials selected must have good corrosion and abrasion resistance. The only way to ensure such an integrated solution is to find a partner who has metallurgical expertise and advanced capabilities in high precision custom gears to ensure flawless execution of the strategy.
How Can “Predictive Hardening” Eliminate Post-Grinding Distortion in Worm Threads?
One of the most costly and unpredictable aspects in the manufacture of high-precision worms is the distortion which occurs as a result of heat treatment. In the conventional process, the warpage which occurs as a result of the process can exceed 0.1mm/100mm, effectively ruining the precision which has gone into the pre-machined thread. In the end, the process of grinding the worm thread becomes as much a corrective action as it is a finishing action. The solution which has made the process much more predictable is“predictive hardening.”
1. Simulating Stress to Control Reality
Predictive hardening makes use of FEA software that can analyze the stresses caused by heat treatment and phase transformations that occur throughout the entire process. By simulating different configurations of fixtures and different quench media flow rates, engineers can see how the worm shaft will deform and take steps to change these conditions and even change the preheat treatment dimensions by using“reverse” machining techniques so that it deforms toward the finished dimensions rather than away from them.
2. The Result: Precision as a Guarantee, Not a Salvage Operation
The end result is a revolutionary jump in consistency and quality. As a matter of fact, post-heat-treatment distortions can be managed within a range of 0.02 mm/100 mm or even lower. This ensures that the subsequent precision worm gear grinding operation is now a genuine finishing operation, where a minimum amount of stock is removed to guarantee the desired micron-level accuracy. There is no waste, reduced grinding cost and time, and, above all, the desired compressive stress profile in the material for maximum life is maintained.
3. Integrating into a Cohesive Manufacturing Flow
This isn’t a trick in isolation but rather a cohesive phase in a controlled manufacturing flow. The predictive model is validated against actual CMM measurements of the parts, creating a closed-loop learning environment. Such a level of process control and advanced manufacturing technology ensures that every worm, even in mission-critical applications, provides consistent high-performance geometry straight out of the heat treat furnace, ensuring the integrity of the final worm gear solution set.
From Noise to Data: What Does a “Digital Twin” of a Worm Gear Mesh Reveal Before Assembly?
The physical assembly of a worm and a gear has traditionally been a test of compatibility—often resulting in costly surprises in terms of noise, vibration, and efficiency. With smart manufacturing, this gamble is turned into a science by using a“digital twin”of a mesh of a worm and a gear, created using high precision data obtained through metrology. This is a perfect embodiment of the concept of Smart Factory Automation.
- Generating the High-Fidelity Digital Twin: The precise 3D topography of every tooth on both the worm and the gear is measured using a high-precision gear inspection center (e.g., Gleason or Klingelnberg). This is more than just performing lead and profile checks; rather, it is creating a point cloud model of the entire active flank surfaces of both parts, including any form errors that might have been done. This is the comprehensive digital twin of both parts.
- Virtual Meshing and Performance Prediction: Next, the two digital models are virtually “meshed” using special-purpose software. This process can accurately predict various performance characteristics with remarkable precision: the theoretical contact pattern, the transmission error (the principal cause of vibration and noise), the load distribution, and even the losses caused by sliding friction. It is possible to adjust the alignment settings in the software and find the optimal “virtual shim”before the parts are assembled.
- From Art to Science: Closing the Quality Loop: This is the “art” of final assembly and quality test transformed into “science.” Instead of using trial and error in the shimming process, the technician is provided with detailed instructions for the alignment process. This process is in complete alignment with the Advanced Product Quality Planning process outlined in the IATF 16949 protocol and is a key component of the various approaches to “advanced manufacturing” promoted by the Society of Manufacturing Engineers and other similar entities.
Case Study: How a Mining Conveyor’s 3,000-Hour Lifespan was Transformed into 12,000+ Hours of Uptime
Theory is put to its most brutal test in the reality of failure. An essential primary ore conveyor at a port facility, in a high load, dusty, and thermally demanding environment, was experiencing catastrophic failures of the worm gearbox every 3,000 hours. The conventional solution of replacing the gearbox with a new one specified by the OEM simply restarted the failure pattern. This case study illustrates the dramatic effect that industrial gear innovation has on the bottom line.
1. Root Cause Analysis Beyond the Surface
The root cause analysis was performed by analyzing the metallurgy of the gearbox. It was determined that the bronze gear was softening due to the high operating temperature. Similarly, the worm was experiencing abrasive wear due to the ingestion of contaminants. These root causes were a material performance mismatch, inadequate thermal management, and seal failure. This phase of the analysis moved the problem from a“part failure” to a “system design flaw.”
2. Implementing the System Tribology Solution
The solution implemented by the engineering team involved a multi-faceted approach. To begin with, the gear was made of a high-strength aluminum bronze alloy with superior resistance to extreme temperatures. Additionally, the worm underwent a special surface treatment using a proprietary process of deep nitriding. At the same time, the lubrication system was improved with a synthetic oil of higher working temperature and more effective filtration. Lastly, the seals of the gearbox underwent a multi-stage improvement.
3. The Quantifiable Return on Engineered Reliability
The end result of the tribology solution is a dramatic improvement in the overall performance of the gearbox. In fact, the gearbox, having been engineered in accordance with the principles of integrated design, has now crossed the milestone of 12,000 operating hours with minimal signs of wear and tear and stable temperatures. For the end customer, the improvement in the gearbox has meant a reduction of over $70,000 in maintenance and associated downtime costs per production line. This case is a powerful indicator of the overall benefits of treating the right angle worm drive as a synergistically engineered system rather than a mere collection of parts.
Conclusion
The problems that plague today’s high-torque drive systems can no longer be addressed on a part-by-part basis. They call for a holistic system tribology approach that unifies design, material science, precision manufacturing, and predictive validation within a single workflow. By viewing the worm gear system as a unified design that benefits from each part working together, rather than just a collection of individual parts, scientists have discovered that it is possible to increase efficiency by more than 40%, extend the service life of the equipment multiple times, and build drivetrain reliability so that it becomes an essential part of the machinery.This is the type of transformation which changes a long-standing weakness into a competitive strength.
FAQs
Q: According to the recent literature, what efficiency can we expect from a modern worm gear set?
A:A single-start worm gear set, very well designed, can obtain an efficiency of 80 to 85%, which is very high compared to the typical 50 to 70% range. This is based on using top quality materials, grinding the gears, good lubrication, and perfect alignment. The high efficiencies (>90%) of multiple-start designs come with the loss of the self-locking feature.
Q: How do we test or validate the self-locking capability of a worm gear set, and can we guarantee it?
A:Self-locking capability is a design aspect based on the lead angle and coefficient of friction. An established manufacturer can validate its self-locking capability through precise calculation and back-driving tests in a test rig. You should expect performance data or a guarantee in critical applications.
Q: We have a failed worm gear supplied by another supplier. Can the design be analyzed to avoid the same failure in the future?
A:Yes. A comprehensive failure analysis (FA) is required. FA helps in understanding the root cause of failure, which could be due to material, lubrication, or misalignment issues. A competent partner uses this failure analysis to redesign the system.
Q: What are the most significant cost factors in custom worm gear manufacture, and how can they be minimized?
A:Firstly, the choice of high-grade materials, secondly, the precision machining operations such as grinding or honing, and thirdly, heat treatment processes are the main cost factors in the production of custom worm gears. Optimization can be achieved through smart Design for Manufacturing (DFM)
Q: Beyond the gears themselves, what else should we look for in a supplier for a complete worm gearbox solution?
A:First of all, look for holding the capabilities of machining and aligning housings, integrating bearings, designing thermal solutions, and testing the entire system. They should be able to run load efficiency temperature, and noise tests and provide a report. ISO 9001 or IATF 16949 certifications are indicators that such a supplier has a system in place for handling all these complexities and delivering quality products.
Author Bio
The author is a power transmission systems specialist with over 15 years of experience in resolving reliability issues in high-load and severe-duty equipment. The information shared is based on actual experiences gained in applying a systems engineering philosophy to resolve issues of chronic failures. For teams who want to improve their equipment reliability and efficiency in their critical drives, a proactive engineering assessment is a good starting point. At LS Manufacturing, this philosophy of precision-focused solutions is used to deliver reliable worm gear solutions.



